
Ratio-Clamp®锁紧装置夹紧头或所谓的驻车装置
经专利认证的 Ratio-Clamp® 锁紧装置用于在电源故障或关机时保护人员、机器和模具。装置用于在高动态性能应用和检验流程中固定转轴。
锁紧装置的应用领域:
- 在任意位置固定各类圆杆
- 非静止状态,用于紧急情况下的制动,即使在移动时。
- 锁紧力不限时间、不需要能源供应
- 用作承载重力驱动轴的辅助安全元件

- 夹紧和松开无需轴向移动杆件
- 断电时夹紧
- 无间隙无磨损地夹持
- 载荷与方向无关
- 夹紧所有圆杆
- 经过 TÜV 检验
应用领域
许多应用实例中、圆杆必须保持在特定位置:例如、能源被切断或关闭设备时、为了 保护人员、机器和模具。也用于生产中在一个加工流程中、所有高动态性能应用和 检验流程中固定轴。下面是一些来自实践的例子:
- 磨床 > 生产
生产城际特快列车轨枕时、为了以0.01mm 的 精度磨削非常大且重的混凝土工件、必须准确 定位。汉臣的液压缸和 Ratio-Clamp® 锁紧装 置就是专门按照这些要求设计生产的。
- 航天 > 测试工程
飞机试验的设置筹划在每一个细节上都经过 精心设计。汉臣液压缸可在不同的测试范围内 使用、以模拟单一的飞行过程中的环境条件和 负荷。为了保护耗费巨资生产的系统、使用了 Ratio-Clamp® 锁紧装置。
- 压床 > 生产
汉臣的锁定缸能够确保妥善的压制 工艺。锁紧装置能够确保在采用符合 EN 289 的模压和压铸工艺生产塑料 和橡胶模具时的压制流程中的隔离。
- 铁路工程 > 维护
为了维护、列车必须固定在吊起位 置–Ratio-Clamp® 最适合用于这种 情况。锁紧装置牢牢地将列车固定到 位、直到工作完成、列车可以重新放 置在铁轨上为止。
- 成型设备 > 生产
在生产金属型材时、汉臣锁紧装置能 够确保精确的加工和一致性的质量。 在生产过程中、锁紧装置能够通过锁 定模具确保型材的加工。环保而高 效、完全采用弹簧力。
作用原理的详述
汉臣Ratio-Clamp®提供了安全性,同时还节省了能源成本。与其它固定技术相比,先进的作用原理为锁紧装置提供了显著的优势。
Ratio-Clamp®借助接触摩擦起作用: 通过弹簧将力转移到一个夹紧套筒上,夹紧套筒借助于摩擦径向固定圆杆。这种固定强度在各个方向上都是相等的。通过液压解锁压力使锁定活塞克服弹簧力运动,锁紧装置解锁─圆杆可以朝两个方向运动。液压压力减小时,存储在弹簧中的弹力被释放,圆杆被固定。

- 锁定并固定重物
解锁压力降低时、保存在弹簧中的力会释放 出来并夹紧圆杆。从而固定住重物、Ratio- Clamp® 准备就绪并接纳重物。
- 加载
在夹紧后可以施加负载。无需轴向移动圆杆。 在夹紧状态下、力可以双向无间隙保持。

- 解锁
通过液压解锁压力使锁定活塞克服弹簧力运 动、锁紧装置解锁。活塞杆可以双向移动。
- 过载
活塞杆可以短暂过载滑动、而不会对锁紧装置 造成损坏。
任何情况下都高效, 精准
Ratio-Clamp®锁紧装置
有一个需要将圆杆保持在指定的位置的应用过程?有不同的方法来实现这一目标:通过电子控制、通过阻断所有连接、通过用销子锁定或者使用 Ratio-Clamp® 锁紧装置。而 Ratio-Clamp® 的众多优势使它得分不少。
- 无级锁紧、无需能源供应
- 在任意位置精确固定
- 在温度浮动的情况下也能保持位置
- 通过弹簧力锁紧、节省能源开支
圆杆固定可能性的优缺点比较
| 电子控制 | 切断连接 | 销子锁定 | Ratio-Clamp® 锁紧装置 |
|
| 能效 | – | + | + | + |
| 定位精度 | + | – | + | + |
| 针对外部影响的独立性 | + | – | + | + |
| 支出 | – | + | – | + |
| 灵活定位 | + | + | – | + |
Ratio-Clamp® 锁紧装置能够将活塞杆无限时间内夹紧在任何位置,无论是液压还是电控方式,无需能量输入。

装备锁紧装置的特点
- 解锁压力
基本型
初级解锁压力是锁紧装置释放的必要压力、它在最小压力和最大允许压力之间、为 160 巴。
精简型
对于低供应压力的应用可以选择降低解锁压力的减压型设计。- 认证
TÜV
每个 Ratio-Clamp® 的结构都经过 TÜV SÜD 的检测认证。
DGUV 检测
该锁紧装置拥有 DGUV 检测(德国工伤保险行业协会的检验和认证体系)的认证证书。Ratio-Clamp® 用作辅助安全装置时可使用符合 EN ISO 13849-1 的 B10D 值。DGUV 关于最大锁紧力的双重安全要求在的负载说明中已考虑其中。
- 锁定
采用弹簧力
通常、通过弹簧中存储的能量夹紧杆。因此、不需要能源供应、杆可以无时间限制地被夹住。
液压
如果需要非常高的夹持力、该锁紧装置可以使用液压锁定。像往常一样通过液压解锁。- 密封系统
Servocop®:阶梯环、槽形密封圈、防尘圈
基础型锁紧装置上、Ratio-Clamp® 使用经过摩擦优化的密封系统 Servocop®。为此、主密封件紧靠在杆上。杆的最大速度为 1 米/秒。
压力活塞密封件、槽形密封圈、防尘圈
对于非常敏感的应用我们推荐配有压力活塞密封件的类型、压力活塞密封件避免了带有压力的密封件接触杆。因此、滑动摩擦力极其低、与解锁压力无关、保持恒定。杆的最大速度为 2 米/秒。
更多信息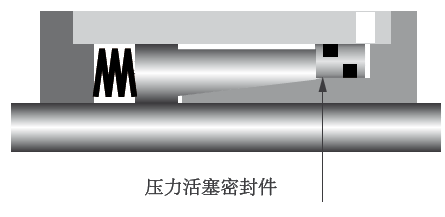
Ratio-Clamp® 锁紧装置的配件
品质超前
- 液压缸
-
Ratio-Clamp®可以和汉臣液压缸, 标准缸以及与所有其它品牌组合使用。
与汉臣液压缸或根据 ISO 6020-1、ISO 6020- 2 和其它品牌产品附装须采用固定法兰。为此 需要根据锁紧装置的长度加长活塞杆。独立安 装时、可以通过一个锁紧法兰松动安装锁紧装 置、以便对轴偏距加以补偿。

- 接近开关
-
相应的状态 – 锁定或解锁杆–可以通过感应接近开关查询。标配有安装接近开关的工装。根据需要可以为锁紧装置搭配两个接近开关。在将 Ratio-Clamp® 作为安全部件或 DGUV 检测认证规格使用时必须采用具有判断输出的接近开关。该装置能够辅助监测开关和导入装置的功能。

- 控制块
-
Ratio-Clamp®与缸安装在一起时,就使用该控制块。它提供了一个逻辑和功能的控制,从而减少了电路的复杂性。
在触发 Ratio-Clamp® 时必须首先通过解锁油口处的进油冲击将锁紧装置松开、然后才能移动杆件。如果锁紧装置连同液压缸一起使用、则可以通过液压随动控制或电子监控加以实现。这样可以在电子控制时测量垂直安装缸体的载荷、以便生成反压力。这样可以防止杆件解锁时的猛击。
通过液压控制块同样可以实现这一目的:首先生成解锁压力、然后对液压缸进油加压。合适的阀门能够保持缸内压力、以便垂直重物时能够平稳解锁 Ratio-Clamp®。

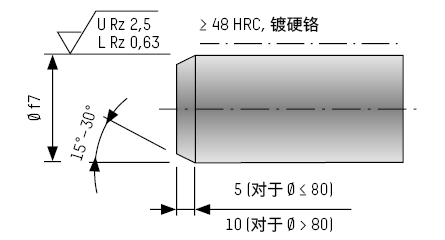
- 对于杆件的要求
-
须锁紧的圆杆应表面坚硬并且必须在安装 Ratio-Clamp® 时满足最低要求。建议使用珩磨的杆件。
技术数据
- 用于所有拥有坚硬表面的圆杆
- 负载能力与方向无关
- 在经过2百万次开关后必须对Ratio-Clamp®进行原厂检验
- 最高杆速度: Servocop® 1米/秒,压力活塞密封件 2米/秒
- 最大解锁压力: 160 巴
- 工作温度: -30°C至+80°C
- 介质:矿物油,其它如 HFC 或 Skydrol® 承索
| RATIO-CLAMP® |
RATIO-CLAMP® 减小解锁压力 |
|||||
| + 解锁压力 + 锁定 + 密封系统 + 认证 |
基础型 采用弹簧力 Servocop® TÜV |
精简型 采用弹簧力 Servocop® TÜV |
||||
| 杆直径 (毫米) |
最大锁紧力 (千牛) |
最小解锁压力 (巴) |
最大锁紧力 (千牛) |
最小解锁压力 (巴) |
||
| 16 | 10 | 60 | 8 | 50 | ||
| 18 | 12,5 | 55 | 8 | 35 | ||
| 20 | 14 | 55 | 9 | 40 | ||
| 22 | 17 | 70 | 12 | 45 | ||
| 25 | 20 | 70 | 15 | 50 | ||
| 28 | 31,5 | 90 | 25 | 65 | ||
| 30 | 40 | 105 | 30 | 75 | ||
| 32 | 40 | 60 | 30 | 45 | ||
| 36 | 45 | 75 | 32 | 50 | ||
| 40 | 50 | 80 | 38 | 55 | ||
| 45 | 65 | 70 | 45 | 50 | ||
| 50 | 80 | 90 | 55 | 60 | ||
| 56 | 90 | 75 | 60 | 50 | ||
| 60 | 100 | 75 | 70 | 55 | ||
| 63 | 100 | 85 | 60 | 55 | ||
| 70 | 140 | 80 | 100 | 55 | ||
| 80 | 180 | 90 | 130 | 65 | ||
| 90 | 200 | 65 | ||||
| 100 | 250 | 75 | ||||
| 110 | 300 | 65 | ||||
| 120 | 330 | 70 | ||||
| 125 | 350 | 75 | ||||
| 140 | 450 | 65 | ||||
| 160 | 750 | 90 | ||||
更多锁紧力和活塞杆直径承索。
液压锁定装置的最大锁紧力为 2,000 千牛、最大活塞杆直径为 300 毫米。
所示数值适于使用矿物油的情况下。使用其它介质可能造成锁紧力不同。
文章锁紧装置
 |
适用于诸多应用领域的液 压夹紧装置 |
June 2017 ZH |